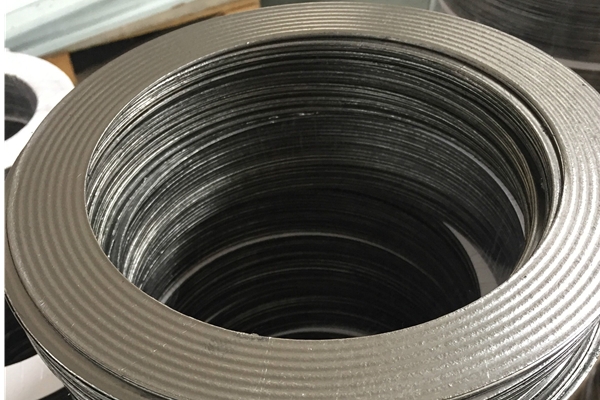
The spiral wound gasket is one of the most widely used gaskets, offering a low-cost sealing solution that performs well under varying operational temperatures and pressure fluctuations. The multi-layered construction of metal strips and filler material effectively reduces potential leaks.
The spiral wound gasket is made of alternately winding pre-formed metal strips and soft filler material. When compressed between two flanges, it forms a highly effective seal.
The V-shaped protrusion in the middle of the metal strip acts like a spring, providing excellent resilience under changing conditions. Both the filler material and the metal strip can be selected from different materials to suit various chemical media. For fire safety, flexible graphite can be chosen as the filler material. If the effective compression load of the gasket is limited, the structure and size of the gasket can be modified to achieve effective sealing.
A spiral wound gasket can include an outer ring, an inner ring, or both. The outer ring centers the gasket within the flange and acts as a compression limiter, while the inner ring provides additional radial strength, reduces flange erosion, and protects the sealing elements.
The excellent resilience and high strength make the spiral wound gasket an ideal choice for various conditions and applications, widely used in refineries and chemical plants.
Factors Affecting Spiral Wound Gasket Sealing Performance
Sealing is achieved by compressing the gasket material and filling the uneven surfaces of the sealing area, effectively preventing medium leakage. To maintain this condition, the connection must apply enough load to counter the face fluid static pressure generated by the system’s internal pressure.
Gasket performance depends on various factors, including:
- Metal and Filler Materials: The materials must withstand several factors: a. Temperature: Temperature can adversely affect the mechanical and chemical properties of the gasket, as well as physical characteristics like oxidation and resilience. b. Pressure: The internal pressure of the medium or pipeline may blow the gasket out of the flange surface. c. Medium: The gasket material must resist corrosion by the medium.
- Connection Design: The force connecting the two flanges must be sufficient to prevent flange separation caused by the system’s internal pressure.
- Proper Bolt Load: If the bolt load is insufficient, the gasket deformation will not meet the requirements, or if the load is too high and crushes the gasket, leakage will occur.
- Surface Finish: If the surface finish does not meet gasket requirements, a good seal will not be achieved.
Spiral Wound Gasket Sealing Coefficients “M” and “Y”
“M” and “Y” values are used in non-standard flange designs. In the actual application of standard flanges, they are not specified as gasket compression stress. Our bolt torque table provides data that should be referenced accordingly.
“M” – Gasket Factor
The factor provides the necessary additional preload in flange connections, maintaining the compression load on the gasket after internal pressure is applied at the connection.
M=(W−A2⋅P)A1⋅PM = \frac{(W – A2 \cdot P)}{A1 \cdot P}
“Y” – Minimum Design Seating Stress
This is the minimum seating stress required per square inch of gasket contact surface to provide a seal when the internal pressure is 2 psig (0.14 bar).
Y=WA1Y = \frac{W}{A1}
Where:
- WW = Total tightening force (lbs or N)
- A2A2 = Area within the gasket’s inner flange (square inches or square mm)
- PP = Test pressure (psig or N/mm²)
- A1A1 = Gasket area (square inches or square mm)
Spiral Wound Gasket Installation
In flange connections, all components must be correctly assembled to achieve a seal. The most common cause of connection leaks is incorrect installation procedures.
Bolt Tightening Sequence
- Place the gasket on the flange sealing surface.
- Assemble the other flange in contact with the gasket.
- Apply preload to the bolts to compensate for thermal expansion, relaxation, creep, end fluid static pressure, and remaining effective stress on the gasket.
- Different thermal expansion coefficients of flange and bolt materials may affect the bolt load. For severe thermal expansion, minimum bolt stress and allowance for pipe expansion must be provided to ensure gasket compression.
- The outer ring of the gasket acts as a compression limiter. Gaskets without an outer ring must take measures to prevent thermal expansion from damaging the gasket beyond its elastic limit.
Leak Point Failure Analysis and Corrective Measures:
The best way to identify the cause of leakage is to carefully inspect the gasket at the leak point.
Observations and Effective Corrective Measures:
- Severe Corrosion of the GasketReplace with more corrosion-resistant materials. Replace with materials with better cold flow resistance.
- Excessive Extrusion of the Gasket
- Replace with materials that can withstand higher loads—denser materials.
- Replace with materials that can bear higher loads.
- Crushed Gasket
- Provide a limiter ring to prevent crushing the gasket or redesigning the flange.
- Check the gasket size to ensure it is the correct specification.
- Mechanical Damage from Protruding Flange Faces or into Flange Holes
- Ensure proper alignment during gasket installation.
- Choose softer gasket materials.
- No Obvious Compression
- Choose thicker gasket materials.
- Reduce gasket area to provide a higher unit area compression load.
- Change the gasket size to move the gasket stress area closer to the bolts, effectively reducing flange bending.
- Excessive Flange Deflection and Bending
- Rely on auxiliary rings to provide flange rigidity.
- The thickness of the Gasket is Thinner at the Outer Diameter than the Inner Diameter
- Choose softer gasket materials to reduce required sealing stress.
- Reduce gasket area to decrease sealing stress.
- Follow the specified bolt-tightening sequence.
- Uneven Compression Around the Gasket
- Ensure accurate flange alignment.
- Add a reinforcing ring to the flange for better bolt load distribution.
- Choose a lower-stress gasket material.
- Periodic Thickness Variation Around the Gasket
- If possible, increase the number of bolts for a more even bolt load distribution.
- If the flange is warped, it can be re-machined or a softer gasket material can be used.
Additional Notes
- Use new bolts or bolts with performance equivalent to new ones. Clean threads and lubricate them with high-quality lubricants such as oil and graphite mixtures.
- Insert bolts into bolt holes.
- Hand-tighten the nuts.
- Follow the bolt-tightening sequence shown in the diagram.
- During the first tightening, no bolt should exceed 30% of the recommended tightening force to prevent flange warping and gasket damage.
- When the recommended bolt torque is reached, check each bolt torque sequentially clockwise to ensure uniform tightening.
- Due to creep and stress relaxation, it is necessary to pre-stress the bolts during equipment operation to ensure sufficient stress load on the bolts during operation.
Spiral Wound Gasket Selection
Temperature and Chemical Resistance Requirements
Ensure that the gasket you order can withstand the operating temperature and the medium used. Check the chemical compatibility of the metal and filler material with the sealing medium. As a general rule, the metal used in manufacturing metal spiral wound gaskets and metal-jacketed gaskets should be similar to the flange material.
The compressibility of flexible graphite makes it an excellent filler for making metal gaskets. Although flexible graphite cannot be used with strong oxidizers like nitric acid and sulfuric acid, its operating temperature can reach up to 450°C. PTFE filler material provides excellent chemical resistance up to 260°C. According to ASME B16.20, an inner ring must be used to prevent radial instability of the winding portion when PTFE is used as the filler material.
Operating Pressure
Operating pressure directly affects the design and selection of metal gaskets. Higher pressures may blow out the gasket, while low-pressure applications require gasket designs that can seal under low bolt loads.
Gaskets Suitable for High-Pressure Applications:
- Kammprofile gaskets
- Spiral wound gaskets with inner rings
- Pure metal gaskets
Gaskets Suitable for Low-Pressure Applications:
- Graphite gaskets
- Kammprofile gaskets